Как паять полипропиленовые трубы: паяльник и видео в помощь
Среди прочих трубопроводных технологий наиболее популярными на сегодня являются полипропиленовые трубы, что во многом обусловлено их доступной ценой. Однако главнейшим их преимуществом является то, что пайка полипропиленовых труб своими руками не представляет особой трудности и доступна практически каждому домашнему мастеру.
Как паять и присоединять полипропиленовые трубы
Для того, чтобы самостоятельно провести в своей квартире или в доме разводку водопроводных труб, нужно сначала разобраться, как паять полипропиленовые трубы и уяснить, чем различаются между собой трубы для горячей и холодной воды. Разница в цене между такими трубами почти незаметна, а главное различие заключается в том, что они изготовлены из разных материалов.
 Полипропиленовые трубы
Полипропиленовые трубы
Технология, по которой осуществляется пайка труб, не предусматривает соединений стыков: отдельные участки монтируются в единую систему с помощью разнообразных соединительных элементов. Чтобы соединить элементы в прямую линию используются неизогнутые муфты, а чтобы обустроить поворот, нужны специальные уголки (под 45 градусов или под прямым углом). Если же два трубопровода должны будут пересекаться, потребуется обводной элемент, изогнутый нужным образом.
Кроме этих элементов для обустройства водопроводов и систем отопления из полипропиленовых деталей используются тройники и различные переходы с резьбой. Они предназначаются для установки всевозможного дополнительного оборудования и подключения труб к металлопластиковым или другим системам.
Использование полипропиленовых труб по назначению имеет очень большое значение, поэтому перед началом работ следует разобраться, какие трубы предназначаются для тех или иных целей. В продаже в современных магазинах можно найти изделия трех видов:
- PN16 (для монтажа водопровода с холодной водой);
- PN20 (для горячей воды);
- PN25 (для монтажа систем, использующихся для подачи очень горячей воды). Эти трубы на языке профессионалов называются композитными и бывают двух видов: с металлической (иногда — капроновой) прослойкой в своей верхней части, которую перед пайкой следует счистить, или с такой же прослойкой в глубине, около внутреннего диаметра. Элементы последнего вида называются незачистными и они обладают многими преимуществами перед своими аналогами, нуждающимися в зачистке.
Какие потребуются инструменты для спайки ППР элементов
Резьбовые соединения, как и обычно, завинчивают при помощи перфоратора или болгарки, а непосредственно для стыков отдельных элементов потребуется специальный «утюг» (паяльник для полипропиленовых труб), специальные ножницы-труборезы и, при использовании зачистных элементов, шейвер (зачистка).
 Аппарат для пайки полипропиленовых труб
Аппарат для пайки полипропиленовых труб
Паяльник, о котором идет речь выше, имеет насадки различного диаметра, предназначенные для труб, отличающихся между собой по этому же параметру. Насадка состоит из двух частей, одна из которых прогревает переходник изнутри, а другая — нагревает наружную часть элемента.
Особенности правильной пайки полипропиленовых элементов
Для тех, кто решил разобраться, как правильно паять полипропиленовые трубы, видео, размещенное на этой странице, пошагово продемонстрирует этот процесс и разъяснит основные нюансы и тонкости. Для начала следует надеть на паяльник нужные насадки (одну или несколько одновременно), подключить устройство к электросети, установить требующийся режим нагрева (обычно для пайки элементов из этого материала достаточно 250-300 градусов Цельсия). Точная температура непосредственно зависит от погоды и параметров трубы. Далее следует подождать, пока на термостате не загорится зеленая лампочка, сигнализирующая, что прибор достаточно прогрелся. Насадкам для нагрева требуется больше времени, чем жалу паяльника, поэтому после включения лампочки рекомендуется выждать еще 5-7 минут.
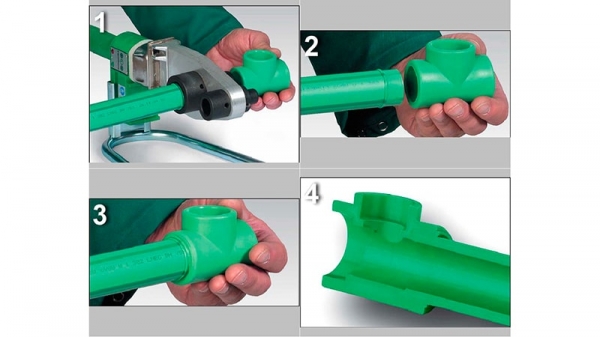
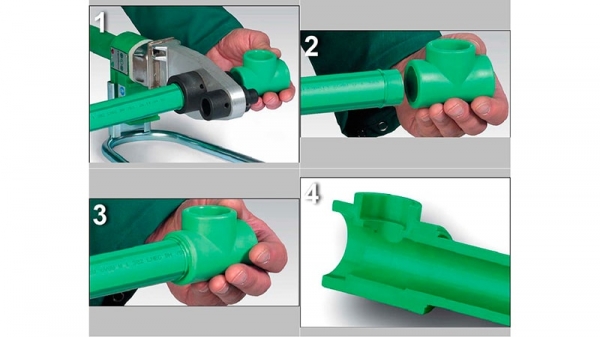 Порядок работы по пайке полипропиленовых труб
Порядок работы по пайке полипропиленовых труб
Чтобы паять трубы без помощников, ручку прибора фиксируют на полу одной ногой, а элемент трубопровода и нужный фитинг берут руками и, прилагая усилия, вдавливают их в насадку с противоположных сторон. Когда обе детали полностью целиком войдут в нее, ждут 5 секунд и достают их.
Очень важно не перегреть и не недогреть элементы. Если они недостаточно прогреются, стык будет некачественным и существует большая вероятность того, что он будет протекать во время эксплуатации. Если же трубу перегреть, ее внутренний диаметр может оказаться наглухо запаянным, а найти это место среди других стыков будет весьма сложно. После того как обе детали сняты с прибора, их тут же состыковывают между собой и с усилием держат, пока материал не затвердеет до нужной консистенции. Время пайки составляет 10-15 секунд, но может и варьироваться в зависимости от параметров элемента.
Следует очень тщательно следить за тем, чтобы после соединения стыка не двигать его и ни в коем случае не прокручивать. Даже небольшой сдвиг деталей во время застывания полипропилена приводит к нарушению герметичности и последующему протеканию шва.
Герметичность полученного шва во многом зависит от того, насколько хорошо стык был очищен от грязи, пыли и влаги. Воду удаляют при помощи сухого куска ткани, а пыль и грязь полностью отчищают. Этим процессом не стоит пренебрегать: при закипании испарившаяся вода может пробить в шве отверстия, которых вполне достаточно, чтобы он при эксплуатации начал протекать. Такая ситуация нередко возникает во время ремонта уже готового водопровода, поскольку вода, стоящая в трубах, может помешать качественной пайке. Опытные мастера знают единственное возможное решение этой проблемы: они заталкивают в трубу мякиш хлеба, который не пропускает воду в течение той единственной минуты, которая требуется для пайки. Позже, когда в водопровод подается вода, мякиш растворяется и без труда выходит из какого-нибудь смесителя.
 Пайка труб своими руками
Пайка труб своими руками
Еще один немаловажный нюанс заключается в правильной порезке и зачистке труб. Сделать зачистку достаточно просто: она обладает конструкцией, не позволяющей снять больше, чем требуется, с верхнего слоя изделия. Однако для того чтобы научиться правильно работать ножницами, потребуется некоторое время и несколько пробных разрезов. Чтобы стык был качественным, срез должен быть идеально ровным. Дешевые ножницы в большинстве случаев делают его кривым, что при подаче воды под сильным нагревом с большой вероятностью приводит к разрывам.
Для нарезки трубы применяют круговые движения, сначала нажимая на ручку труборезов легко, чтобы они только врезались в тело элемента, после чего проворачивая их вокруг него так, чтобы дорезать его тело до конца. Только при такой порезке можно надежно спаять полипропиленовые элементы и получить качественный стык, который прослужит долгие годы.
Пайка в недоступных местах
Во время сварки соединительных деталей и узлов в местах, доступ к которым затруднен, следует начинать процесс с самых проблемных участков. Для пайки в таких местах рекомендуется применять американку. Для этого потребуются:
- прибор для запайки (паяльник или утюг) с насадками (стержневым аппаратом или электромуфтой);
- ножницы-труборезы (опытные мастера обрезают элементы ножовкой или болгаркой, но после этого требуется хорошенько зачистить обрезанные края);
- зачистка, торцеватель или шейвер (для армированных труб из стекловолокна такой инструмент не нужен).
Также для монтажа будут нужны ключи (для завинчивания) и другие монтажные инструменты.
 Монтаж и присоединение полипропиленовых труб
Монтаж и присоединение полипропиленовых труб
Независимо от того, какой паяльник будет использоваться, элементы соединяются через такие детали, как:
- муфты;
- шаровые краны;
- уголки 90 или 45 градусов;
- фитинги;
- резьбовые переходники;
- тройники и т. д.
Процесс пайки ППР элементов при помощи электромуфты
Электромуфта на сегодняшний день является самым распространенным прибором для пайки труб. «Утюг» достаточно прост в применении, если знать его особую технологию. Перед подключением аппарата к сети следует убедиться, что для маневрирования хватит свободного места: мастеру и его движениям ничего не должно мешать. Температура в помещении, где будут проводиться работы, не может быть меньше +10 градусов, поскольку в таком случае невозможно успеть надежно зафиксировать участки.
Паяльник располагается вдали от воспламеняющихся предметов на твердой и ровной поверхности. Сначала спаивают большие узлы или цепи элементов, которые можно вмонтировать в стенку, а все остальные стыки паяют на весу. Чтобы точнее представить себе план действий, рекомендуется предварительно составить чертеж.
 Процесс пайки полипропиленовых труб
Процесс пайки полипропиленовых труб
Перед нагревом следует проверить, стыкуется ли муфта с ППР элементом. В случае положительного результата, следует заменить выбранные элементы, поскольку достигнуть качественного соединения в таком случае не удастся: оно все равно начнет протекать. Для получения лучшего результата опытные мастера рекомендуют приобретать детали, выпущенные одним и тем же производителем.
Разрезать полипропиленовые трубы на участки нужной длины лучше всего труборезами, а армированные элементы лучше режутся болгаркой. Важно добиваться разреза точно под прямым углом. После этого поверхность элемента зачищают от неровностей и одевают на прибор насадку нужного размера.
Регулятор температуры паяльника устанавливают на 260 градусов (на дорогих, профессиональных аппаратах температура устанавливается сама, но только после того, как указан диаметр полипропиленового элемента). Когда прибор разогреется до нужной температуры, загорится зеленая лампочка. Дешевые паяльники нагреваются около 15 минут, а дорогие — несколько быстрее.
После этого на насадку надевают элемент и нужный фитинг. Теория гласит, что делать это следует поочередно, но это мало у кого выходит, поэтому лучше надевать сразу обе детали, встав для удобства на колени и зажав паяльник между ногами.
В зависимости от размера исходных деталей, прогревание фитинга и других элементов требует определенного количества времени:
- 16-20 — в течение 5 секунд;
- 25-34 — 8 секунд;
- 40 — 12 секунд.
Вставляют полипропиленовый элемент в насадку до самого конца. Чтобы быть уверенным, можно отметить нужное место карандашом. При разогреве допустимы только очень незначительные повороты элементов, иначе стык получится некачественным. После нагрева сначала снимают сам элемент, а затем фитинг, соединяют их и неподвижно фиксируют на 20 секунд. Важно, чтобы время от снятия элементов с прибора до их соединения не превышало 5 секунд, в противном случае стык быстро начнет протекать.
 Правильная пайка полипропиленовых труб
Правильная пайка полипропиленовых труб
В случае, если необходимо спаять три или более элемента, которые закреплены в трубопроводе (например, вставить в уже вмонтированную трубу фитинг, предварительно разрезав ее), следует действовать по следующему алгоритму:
- разметить трубу и разрезать ее по разметке;
- позаботиться, чтобы кран фитинга хорошо открывался и закрывался;
- спаять с одной стороны фитинг с ППР элементом;
- перед началом спайки с другой стороны, разогреть кран, а затем основной элемент;
- состыковать участки.
В данном случае цепь будет спаиваться на весу, и чтобы было удобнее разогревать фитинг, на паяльник рекомендуется надавить ножницами или другими подручными средствами.
Изначально полипропиленовые элементы горизонтально фиксируют клипсами, а вертикально — трубными хомутами.
По окончании сварки поверхности всех насадок следует протереть спиртом или другим обезжиривателем, чтобы удалить с них остатки материала.
Порядок работы по пайке полипропиленовых труб

Процесс пайки полипропиленовых труб

Пайка труб своими руками

Аппарат для пайки полипропиленовых труб

Правильная пайка полипропиленовых труб

Монтаж и присоединение полипропиленовых труб

Полипропиленовые трубы

Как правильно спаять полипропиленовые трубы

